如果你和我一样,对工业装备总有一种天然的好奇,那么当我听到“数控线切割机床”这几个字时,心里那点子怀疑和期待就全冒出来了。我叫林洛川,曾在工厂的机器轰鸣声里泡了大半辈子。每逢新装备上线,总想第一个钻进去看究竟。可数控线切割机床这玩意儿,听起来实在有点“黑科技”——有人说它能让金属变得无比服帖,有人却觉得这不过是广告话术。我想聊聊我刚刚摸过的一台线切割机床,到底是不是像传说中那样“全能”到让人惊掉下巴。
有一次,我在车间里亲眼见证了数控线切割机床的“魔法”:一块和钢铁般坚硬的钛合金,居然被细如发丝的钼丝切割得棱角分明。一边切,一边水声哗啦啦,每个细节全靠电脑精准控制。传统加工方式,哪有这么细致?经常手工打磨半天还带点小瑕疵。但数控线切割机床,输入一个程序,电火花之间,轮廓线就像完美手稿一样呈现出来。
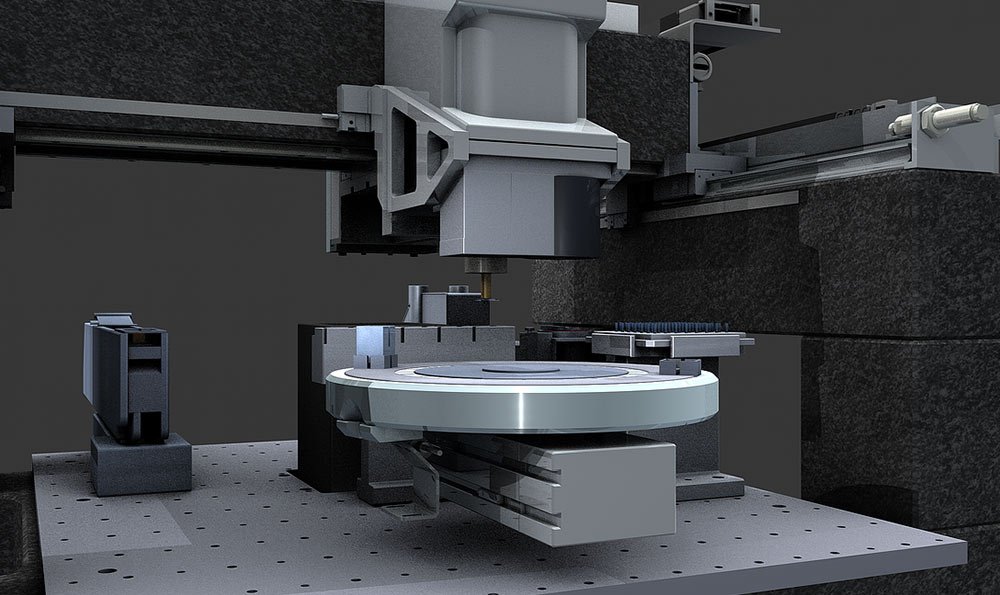
你可能会疑惑,这种精细到底能到什么程度?市面上主流设备比如瑞士AGIE、国产大族激光的数据,宣传精度能达到0.002毫米——这意味着加工出来的零件,在显微镜下都是“自带美颜”的存在。对于高端模具、医疗器械那些要求苛刻得令人抓狂的行业,这种精度不就是“救命稻草”吗?但别只听广告说,实际落地其实也需要好材料、好师傅和好维护,没那么神话。
说到数控线切割机床这玩意儿,很多刚入行的人总觉得:“有了它,什么都能搞定。”事实上并非如此。我记得有次客户要求切割一批厚度近300毫米的工具钢,工程师们信心满满地准备上线,结果到了第四块钢材,切割速度突然慢如蜗牛,还出现了细微烧伤痕迹。后来查了半天原因,原来是钼丝用久了有磨损,再加上排屑液浓度微微偏低,细节没有管好,精密度和效率就一落千丈。
数控线切割并不是“万金油”。它的优势是高精度、复杂异形件的无应力冷切割。但速度慢,效率有时让人抓狂,特别是遇到大批量生产,反而容易“掉链子”。而且对材料也有挑剔,比如铝材、铜材容易切,难切材料就要调整参数、换耗材,不如传统加工“随性”。这反差,真是让人有爱有恨。
不少工厂其实买了设备却用不出效果来,不就是因为忽略了“调教”的关键。我的一点心得,拿出来和大家分享。选机床别只盯价格和品牌,更要问清售后和维护细节。有些国产设备价格漂亮,但控制系统不是最新一代,兼容性差;有的进口设备性能强,却维护成本极高,备用配件贵得离谱。
现场操作,工厂里最看重的还是技术员的经验和环境控制。温度湿度要稳定,水质和排屑液定期检测;钼丝、钨丝这些耗材不能“省”,否则切割面粗糙,直接影响后续装配。还有一点很重要,程序编写时要根据实际零件做定制优化,不能全靠“网络抄程序”,必须结合自己加工经验微调。
数据方面,国家统计局和国内行业协会数据显示,2023年中国数控线切割机床保有量突破十万台,成为全球最大的应用市场。真正发挥到极致的工厂其实不到三成,大多数还有提升空间。你如果是小型制造业主或者刚入门的技术员,不妨多参加行业的专业培训,多跟有经验的老师傅请教,干货比设备本身还值钱。
我和不少同行聊天,发现他们对数控线切割机床总有一种“距离感”——觉得操作门槛高,创新技术遥不可及。其实现在的设备越来越智能,很多基础功能都可以傻瓜式设置,入门难度降了不少。甚至有厂家专门开发了手机APP远程监控设备状态,维护和故障诊断都能远程解决。
还有一部分人觉得,“这玩意儿只能做精密零件,普通工厂用不上。”但现实是,数控线切割机床正逐步走进汽车配件、家电制造甚至日常五金行业。尤其是中小企业,只要合理配置产线、优化工艺,完全可以用它来扩展业务。你不信可以去各地的智造展会逛逛,新品展示区里的小型线切割机床,价格亲民,功能也在不断升级。
其实这就是“反差”所在——表面看起来高冷的数控线切割机床,背后藏着大众市场的广阔空间。只要不把它当成万能钥匙,就能用得巧妙。
写到这里,我还是想说一句心里话:数控线切割机床的“神奇”,不是谁说了算,而是你愿不愿意动手去突破。技术永远在进步,设备也永远有短板,真正决定成败的,是你有没有发现它的小毛病并及时调整,是你能不能从一堆参数里找到打磨精度的窍门。
如果你也正琢磨着选购一台线切割机床,不要被外面的光鲜吓退。勇敢地进车间,打开控制屏,哪怕出点小故障也不要怕。金属终究会被你“驯服”,这条路上每一次探索,才是你和数控线切割机床之间最真实的故事。
愿你在金属的世界里,找到属于自己的奇迹。