我叫陆程,是一家精密机械零件加工厂的工艺工程师,第 11 个在车间里跨年的人。每天跟我打交道最多的,不是同事,而是图纸、公差、刀具、夹具,还有满车间的铁屑味道。
很多人点进“机械零件加工”相关内容,心里多半有几种疑问:

很多甲方朋友以为,把 3D 模型、2D 图纸、材料牌号发过来,事情就算完成了。现实是,图纸只是开始,真正决定零件好不好用的,是中间那段常被忽略的东西:工艺路线和加工细节。
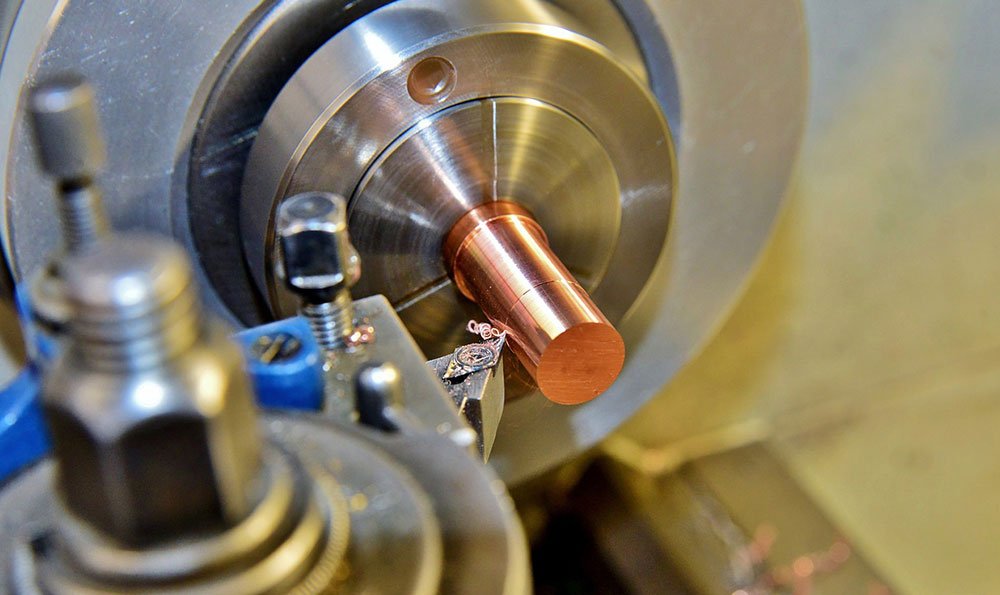
以一个常见的小零件为例——铝合金机加工外壳,外形 100×60×30mm,材料 6061-T6,外观还要喷砂氧化。你在图纸上能写的,大概是:尺寸、公差、粗糙度、倒角、材质、表面处理。而我们在工厂,需要解决的问题远不止这些:
- 先粗加工再热处理还是反过来?
- 一次装夹能不能加工完关键基准面?
- 是走三轴机床还是上五轴,能不能合并工序?
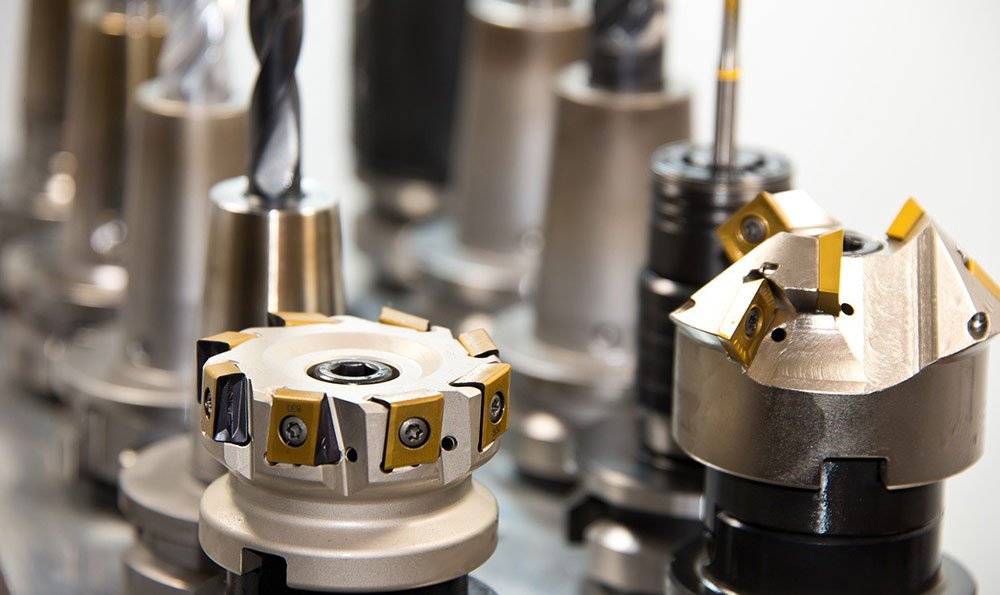
- 刀具选立铣刀还是球刀,刀长伸出多少、有没有颤刀风险?
- 壁厚 1mm 的薄壁位置怎么防止变形,留多少余量、分几次走刀?
这些东西,图纸上不会写,但每一个细节都会真实地体现在你手里的零件上。比如 2026 年我们给一家新能源企业做电机端盖,铝合金薄壁零件,设计要求同轴度 0.01mm、平面度 0.02mm,月需求 800 只。刚接手时,良率只有 92% 左右,大部分问题集中在变形和同轴度超差。我们做了三件事:
- 改了装夹方式,把原来“一边压一边顶”的刚性装夹,改成“整体包覆+多点浮动支撑”
- 把粗加工和半精加工分开,预留变形余量 0.3mm,静置 24 小时再精加工
- 调整刀路,使切削力方向尽量对称
三个月后,这个零件的稳定良率跑到 98.7%,加工节拍缩短了 12%。你在后面看到的,是报表上的一个数字;我们在车间看到的,是每一个细节往回拉出来的良率。
当你在选“机械零件加工”供应商时,可以多问几个看似琐碎的问题:“这类薄壁件你们怎么控制变形?”“工艺路线能不能大概说一下?”“同轴度 0.01mm 的零件,你们怎么保证稳定性?”一个真正有经验的工厂,会愿意也有能力把这些东西说清楚,而不是只给你一句“没问题”。
在外协加工这件事上,价格永远是敏感话题。但和很多行业一样,机械零件加工也存在一个绕不过去的“三角平衡”:精度要求、材料特性、单价预算。
2026 年机械加工行业的一些公开调研数据挺有意思:行业调查显示,在中小批量定制零件订单中,大约有 65% 的项目,技术图纸上给出的精度要求明显高于实际使用需要;而这些“偏紧”的公差,平均会让每件零件单价增加 15%~30%。而在我们厂内部统计的 2026 年上半年 210 个新项目里,经过与客户一起“调公差、调要求”的沟通,有 38 个项目在减少不必要的高精度后,整体加工成本下降超过 20%,实际使用端的投诉率并没有上升。
举个常见场景:你需要一个轴,图纸上标注了 IT6 级别的公差,表面粗糙度 Ra0.8,材料选 40Cr 调质。很多时候,客户真正的需求只是“装配顺滑、不晃动、寿命够用”。如果这根轴是一般传动,而不是高速高负荷轴,有经验的工程师会先和你确认:
- 是否可以放宽到 IT7 或部分尺寸 IT8
- 粗糙度能否调整到 Ra1.6
- 材料是否一定要 40Cr,还是可以改成 45 钢并通过热处理解决寿命问题
这些每一个“微调”,叠加起来,就是一笔不小的节省。我们去年帮一家自动化设备企业重审图纸,将 120 多款零件中“习惯性标紧”的尺寸进行了评估,结果是:
- 38% 的尺寸公差放宽了一个等级
- 12% 的零件粗糙度要求做了优化
- 单机的零件整体成本降了约 17%,交货周期缩短大概 20% 左右
对你来说,一个很实在的思路就是:在和加工厂沟通时,把“功能场景”说透,而不仅仅是丢一份图纸过去。你告诉我们:这零件在设备哪一部分?转速、载荷、温度如何?是否是关键安全件?工艺工程师就有机会帮你平衡出一个“够用、稳定、价格还算好看”的方案。
很多到车间考察的客户,喜欢问两个问题:“你们有几台五轴?”“加工范围多大?”
这些当然重要,但从我的角度,有三个细节更能看出一家“机械零件加工”工厂的内功:
一是:首件的态度。你会看到师傅怎么对待首件:量几个尺寸、拍个照片就开干,还是会老老实实做首件确认,记录参数、保留程序、拍下检测数据归档?我们厂 2026 年上半年新增的 40 个自制零件工装中,大约有 70% 是为了让首件更加稳定可复制。首件认真,后面一批才稳。
二是:不良品怎么处理。有些车间,不良品会被随手丢在角落,偶尔才有人记得统计;也有车间会在每个工位旁边立一个“红箱子”,不良零件必须记录原因、拍照、打标识,严重问题还要开小会分析。我们自己 2026 年 1~6 月的内部数据里,因为“不良原因分析+工艺调整”而改善的项目有 27 个,平均良率从 93.4% 提升到 97.1%。这背后就是对“不良”态度的差别。
三是:检验室和车间的距离。如果你发现检验室离车间像隔了半个工厂,数据传来传去靠人工喊,有时候就意味着:
- 检验跟不上加工节奏,很多问题到后面才发现
- 现场工人对“测量和数据”并不敏感而那些把关键检测设备直接“搬”到现场边上的工厂,通常更重视过程控制,而不是临时报结果。比如我们干脆把两台三坐标中的一台放在恒温车间边上的玻璃房里,师傅加工完立刻能拉过去测。长期看,返工率就是下来了。
如果你短时间内要筛选一个加工合作方,又没有太多技术背景,可以观察几个直观小细节:
- 机床旁的刀具和量具摆放是否有规律
- 首件是否有明显标识
- 不良品是“看不见”还是被认真记录
- 检验人员和操作工的沟通是否频繁
这些东西,比问“你们有几台五轴”更能说明问题。
过去两年,我们明显感受到一个趋势:越来越多项目不再只是“普通钢件、铝件”,而是跑来了各种新材料、新结构、新要求。
比如新能源车上的高压连接件,需要用到高导电铜合金,既要导电好,又要有强度,还不能太贵;又比如机器人关节用的高强度轻量化零件,会用到 7 系铝、钛合金、不锈钢的混合结构。2026 年国内机械零件加工行业相关的一份研究报告提到:在新增的定制零件项目中,涉及“特殊材料或复合工艺”的比例已经接近 30%,且还在持续上升。
对你来说,这带来两件事:
一方面,传统“找个会车会铣的师傅就能搞”的时代在退场。像钛合金这种材料,如果还用加工 45 钢的思路去干,刀具磨损、表面烧伤、变形、加工效率低下,问题会接二连三。2026 年我们接手一批航空零件外协时,对方原工厂的刀具寿命只有正常值的三分之一左右,换刀频率高得让人怀疑人生。调整切削参数、换用高耐磨涂层刀具、增加冷却方式之后,刀具寿命提升了近两倍,单位零件加工时间缩短了约 20%。
另一方面,需求变“精细”,加工厂的技术储备就被放在了放大镜下面。你可以问的问题,也可以更“犀利”一点,例如:
- “你们有没有做过 7 系铝和钛合金的组合件?大概的工艺方案是什么?”
- “高导电铜零件加工时,如何控制毛刺和表面氧化?”
- “这种材料用的刀具有无推荐品牌和参数,大致寿命怎样?”
如果一个工厂对于新材料只给出模糊回答,比如“差不多”“我们试试”,多半说明这块经验储备还不够。而一个熟悉新材料加工的团队,往往会给你更具体的信息:参数大致区间、刀具型号、预计刀具寿命范围、可能出现的风险点。这些东西不一定写进合同,但能帮你判断这是不是一个能长期合作的伙伴。
很多项目出问题,不是在图纸和工艺上,而是在时间观念上。“下周给你样件”“月底全部交完”“这个批次不会延”——话都好听,现实不总是这样。
从我们自己的数据看,2026 年上半年内部统计的新项目中,如果在立项阶段没有做产能规划和机床排产模拟,交付节奏有明显波动的项目比例接近 40%;而那些一开始就和客户把“节拍、批量、阶段目标”说细的项目,交期偏差一般能控制在 ±2 天以内。
对你来说,判断一个加工厂交期稳定与否,可以关注这几个点:
- 排产有没有系统,而不是一本手写本子和几张白板
- 有没有清晰的“样件阶段 → 小批量 → 稳定量产”节奏规划
- 对外是否给过“产能数据”,例如每周可交付的件数区间
- 一旦发生延误,工厂是否主动给出调整方案,而不是被追问才回应
我们现在习惯在立项时,和客户一起做一个粗略的“节奏表”:样件验证阶段可能会来回改图、调工艺,这个阶段的时间往往被严重低估;一旦通过小批量验证,达到可复制的工艺和稳定的良率,再谈放量。这一套看起来繁琐,但对双方都是保护:你避免了“大批量返工”的灾难,我们也避免了“旧问题滚雪球”的噩梦。
如果你手上有个紧急项目要找加工厂,可以尝试这样沟通:“我不只关心首批交期,也关心你们在量产阶段,每周稳态能交多少,有没有可能提前暴涨需求。”一个踏实的加工厂,有时候会直接跟你说:“你要是突然翻倍,我们就保关键零件,其他会延。”听上去不完美,却比“都能干”可靠得多。
从车间的角度看,我很清楚一件事:离机器最近的人,往往最清楚这个零件“在哪儿会出问题”;而设计工程师、采购负责人、生产主管,站在各自的岗位,也都看到不一样的风险和痛点。
一批零件加工得顺不顺,往往取决于这几方愿不愿意在前期多聊半小时。2026 年我们一起做的一个物流设备项目,就是这样走出来的:设计端不断优化结构,减少不必要的高精度位置;采购端不是一味压价,而是和我们一起拆解成本,看哪些环节是真有优化空间;我们这边老老实实反馈加工中的真实困难,比如夹具成本、刀具消耗、材料供应风险。
半年时间,这个项目从样件阶段的“每件可能要返工一次”,走到了量产阶段的“月度产量稳定 3000+ 件,客户现场投诉次数为 0”。表面上看,是几张漂亮的报表;对我们这些在车间里的人来说,更像是一种默契的建立。
如果你正在找“机械零件加工”的合作伙伴,或者准备让现有供应链更稳一些,可以从这几个方向入手:
- 在图纸之外,多给一点使用场景的信息
- 在谈价格之前,先谈需求边界,哪些是可以调整的,哪些是绝对不能碰的
- 在现场考察时,多花 20 分钟待在车间,看人、看习惯、看不良是如何被对待的
- 在项目早期,留出几次“工艺评审”的机会,而不是“图纸定死,出了问题再说”
对我们这种每天踩在铁屑上的人来说,最怕的是“你只把我当一个单价”;最舒服的合作,是你把我们当成一个延伸的工艺部门。
机械零件加工看起来是冷冰冰的尺寸和公差,其实里面藏着很多人的经验、习惯和耐心。如果这篇从车间里写出来的小小“内部视角”,能帮你在选厂、沟通、降本、控风险上少走一点弯路,那我在机床旁边写下这些字,也算是值了。